Prestaties:
in korte tijd is de beschermende lens beschadigd en is er een brandende plek, en het lichtuitstralende oppervlak van de beschermende
lens
is bezaaid met beschadigde vlekken, met zwarte of witte zwarte vlekken
Oorzaak Analyse:
Vanwege de invloed van proces/methode/instelling, enz., veroorzaakt de anti-slak schade, en zeer weinig zijn abnormale laserlichtopbrengst
Oplossing
①Verhoog de luchtdruk op gepaste wijze. Gewoonlijk is het debiet niet minder dan 15 en de druk niet minder dan 0,3-0,6
Mpa. Probeer tijdens het lassen het laspistool en de plaat op 30-70 ° te lassen, niet verticaal
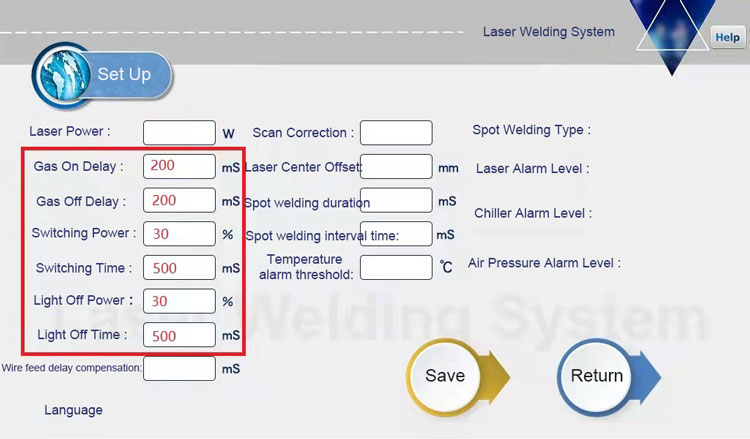
③Stel de parameters zo veel mogelijk in om langzaam te stijgen en dalen, zoals de aan/uit-vertraging van 200-500 ms, het aan/uit optische vermogen 20% en de aan/uit progressieve tijd 200-300 ms, zoals weergegeven in de afbeelding , u kunt geen 0 instellen
④Bij het lassen van aluminium en gegalvaniseerde platen, zal dit materiaal de lens gemakkelijker beschadigen dan andere materialen, dus het minimale vermogen moet worden gebruikt voor het lassen.
⑤De kwaliteit van de beschermende spiegel bepaalt ook de duurzaamheid van het gebruik. Het wordt aanbevolen om de originele lens te gebruiken
⑥Bij hoog vermogen zal het verlies van de lens toenemen in vergelijking met laag vermogen, wat een oncontroleerbaar bereik is
⑦Als het bovenstaande niet kan worden afgehandeld, kunt u de F200-focusseerlens + verlengde en brede buis vervangen om spatten te verminderen (extra aankoop is vereist)








 IPv6-netwerk ondersteund
IPv6-netwerk ondersteund 










