

Lasproces: vorming en vermijden van luchtbellen
Dec 01, 2023Waarom verschijnen poriën?
De binnenkant van het laserlasgat bevindt zich in een onstabiele trillingstoestand. De stroming van het gat en de gesmolten poel is zeer gewelddadig. De metaaldamp in het gat barst naar buiten en veroorzaakt een stoomwerveling bij de opening van het gat, waardoor het beschermende gas (Ar) erin wordt gezogen. Op de bodem van het gat zullen deze beschermende gassen, terwijl het gat naar voren beweegt, in de vorm van bellen het gesmolten bad binnendringen. Door de extreem lage oplosbaarheid van Ar en de snelle afkoelsnelheid van laserlassen hebben de belletjes geen tijd om te ontsnappen en blijven ze in de las achter, waardoor poriën ontstaan. Ook veroorzaakt door slechte bescherming. Tijdens het lasproces dringt stikstof van buitenaf het gesmolten bad binnen. De oplosbaarheid van stikstof in vloeibaar ijzer is heel anders dan de oplosbaarheid van stikstof in vast ijzer, dus tijdens het afkoelen en stollen van het metaal. Omdat de oplosbaarheid van stikstof afneemt naarmate de temperatuur daalt, zal de oplosbaarheid scherp en plotseling dalen wanneer het gesmolten metaal afkoelt en begint te kristalliseren. Op dit moment zal een grote hoeveelheid gas neerslaan en belletjes vormen. Als de zweefsnelheid van de bellen kleiner is dan de metaalkristallisatiesnelheid, zal er een bel ontstaan. poriën.
Laserfusielasmethode om poriën te onderdrukken
1. Onderdruk het ontstaan van lasporiën door geschikte oppervlaktebehandelingsmethoden vóór het lassen
Oppervlaktebehandeling vóór het lassen is een effectieve methode om metallurgische poriën in laserlassen van aluminiumlegeringen onder controle te houden. Meestal omvatten oppervlaktebehandelingsmethoden fysieke en mechanische reiniging en chemische reiniging.
Na vergelijking is het proces van chemische behandeling van het oppervlak van de testplaat (metaalreinigingsmiddel reinigen-wassen met water-alkaliwaswater-was-zuur waswater wassen-drogen) het beste. Onder hen gebruikt alkalisch wassen een waterige oplossing van 25% NaOH (natriumhydroxide) om de oppervlaktedikte van het materiaal te verwijderen, en bij beitsen wordt een waterige oplossing van 20% HNO3 (salpeterzuur) + 2% HF (waterstoffluoride) gebruikt om de resterende alkalische oplossing te neutraliseren. . Het oppervlak van de proefplaat moet binnen 24 uur na de behandeling worden gelast. Als de testplaat na de behandeling lange tijd blijft liggen, moet deze vóór montage en vóór het lassen met absolute alcohol worden afgeveegd.
2. Onderdruk het ontstaan van lasporiën door de lasprocesparameters aan te passen
De vorming van lasporiën houdt niet alleen verband met de kwaliteit van de oppervlaktebehandeling van het laswerk, maar ook met de parameters van het lasproces. De invloed van lasparameters op lasporiën wordt voornamelijk weerspiegeld in de laspenetratie, dat wil zeggen de impact van de lasnaadbreedteverhouding op de poriën. De lasnaadbreedteverhouding verwijst naar de verhouding tussen de laspenetratie en de lasbreedte.
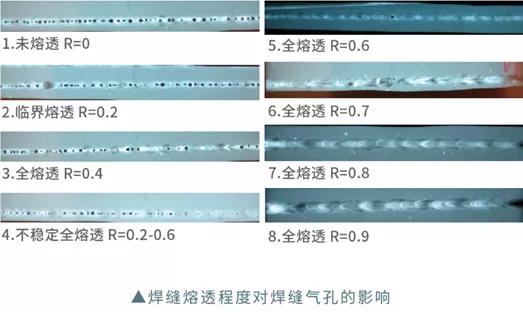
Uit de test blijkt dat wanneer de rugbreedteverhouding van de lasnaad R>0,6, de geconcentreerde verdeling van kettingporiën in de las effectief kan worden verbeterd. Wanneer de rugbreedteverhouding R>0,8 kan het bestaan van grote poriën in de las effectief en in grote mate worden verbeterd. Elimineert de resterende poriën in de las.
3. Onderdruk het ontstaan van lasporiën door het juiste beschermgas en de juiste stroomsnelheid te selecteren
De selectie van beschermgas heeft rechtstreeks invloed op de kwaliteit, efficiëntie en kosten van het lassen. Tijdens het laserlasproces kan de juiste injectie van beschermgas de lasporositeit effectief verminderen.

Zoals weergegeven in de bovenstaande afbeelding worden Ar (argongas) en He (heliumgas) gebruikt om het lasoppervlak te beschermen. Tijdens het laserlasproces van aluminiumlegeringen ioniseren Ar en He de laser in verschillende mate, wat resulteert in verschillende lasvormen. De resultaten laten zien dat de algehele porositeit van de las verkregen door Ar als beschermgas te selecteren kleiner is dan die van de las verkregen door He als beschermgas te selecteren.
Tegelijkertijd moeten we er rekening mee houden dat als de luchtstroom te klein is (<10 l/min), de grote hoeveelheid plasma die door het lassen wordt gegenereerd, niet kan worden weggeblazen, waardoor het lasbad instabiel wordt en de kans op porievorming toeneemt. Wanneer de gasstroomsnelheid gematigd is (ongeveer 15 l/min), wordt het plasma effectief gecontroleerd en speelt het beschermende gas een zeer goede rol bij het voorkomen van oxidatie in de oplossingspool. Op dit moment zijn de poriën het minst. Een overmatige luchtstroom gaat gepaard met een overmatige gasdruk, waardoor een deel van het beschermende gas zich in het inwendige van de oplossingspool mengt, waardoor de porositeit toeneemt.
Beïnvloed door de eigenschappen van het materiaal zelf, kan het fenomeen van lassen zonder porositeit tijdens het lasproces niet volledig worden vermeden en kan de porositeit alleen worden verminderd.
Hoe kunnen wij u helpen?

PES LASER, Professionele laserapparatuur Solutions Provider





 IPv6-netwerk ondersteund
IPv6-netwerk ondersteund 










